The Complete Guide to Professional Aluminum Cans: From Manufacturing Process to Environmental Revolution
1. Aluminum Cans: A Revolutionary Invention That Transformed Modern Packaging
Aluminum cans, one of the most influential packaging innovations of the 20th century, have completely reshaped the global beverage and food industry since their introduction in 1957. Today, approximately 500 billion aluminum cans are produced worldwide each year—equivalent to 15,000 cans per second—making them the most widely used metal packaging containers on the planet.
From the initially heavy steel cans to today’s lightweight yet strong aluminum two-piece cans, aluminum can technology has undergone several major breakthroughs. The easy-open aluminum end developed by Alcoa in 1962 for the Pittsburgh Brewing Company was an epoch-making invention that is now used in nearly the entire canned beer market.
2. The Precision Manufacturing Process of Professional Aluminum Cans
The production of professional aluminum cans is a highly automated and precise process that employs the industry-leading “Drawn and Wall-Ironed” (DWI) technology. This process transforms aluminum alloy sheets only 0.2-0.3mm thick into seamless thin-walled cylinders capable of withstanding internal pressures of up to 90 psi.
2.1 Raw Material Selection: The Foundation of Quality
High-quality aluminum cans begin with carefully selected aluminum alloy materials:
- Can body: Primarily made from 3104 or 3104 H19 aluminum alloy, balancing strength and formability
- Can end: Uses 5182 aluminum alloy, which has higher hardness suitable for making easy-open tabs
- Thickness: Initial sheet thickness is approximately 0.28mm, while the final can wall thickness is only 0.11mm—thinner than a standard sheet of A4 paper
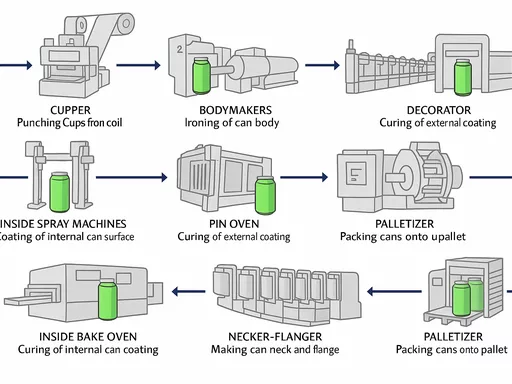
2.2 Complete Manufacturing Process
c2a43ef8ce4d04f18f5fe83f58292b82~tplv-a9rns2rl98-pc_smart_face_crop-v1_512_384
-
Cupping: Large presses punch circular blanks 14cm in diameter from aluminum coils, which are then initially formed into shallow cups 88mm in diameter
-
Drawing and Ironing: In high-speed drawing machines, the shallow cups undergo three consecutive pressing operations, reducing the diameter to 65mm while stretching and thinning the cup wall to 0.11mm. The entire process takes only one-seventh of a second
-
Bottom Forming: The iconic domed bottom design is stamped, which allows the can body to withstand greater internal pressure and prevent bottom bulging
-
Trimming and Cleaning: Uneven can edges are trimmed, followed by six high-pressure washes and high-temperature drying to remove lubricants used during production
-
Internal Coating: A 2-5 micrometer thick epoxy resin or polymer coating is sprayed on the inner wall to prevent acidic beverages from corroding the aluminum metal and to avoid metallic taste in the beverage
-
Printing and Decoration: High-speed rotary printing technology is used to directly print exquisite brand patterns and text information on the can body
-
Necking and Flanging: The top diameter of the can body is reduced to form an interface matching the can end, and flanged for subsequent sealing
-
Can End Manufacturing and Sealing: Separately produced can ends are sealed to the can body through a double seaming process after filling, with sealing compound ensuring absolute airtightness
3. Six Core Advantages of Professional Aluminum Cans
3.1 Unmatched Environmental Performance
Aluminum cans are among the most environmentally friendly packaging materials available, with recycling advantages unmatched by other materials:
- 100% infinitely recyclable: Aluminum can be recycled infinitely without any loss of quality
- Remarkable energy savings: Recycling aluminum requires only 5% of the energy needed to produce new aluminum from bauxite ore
- Rapid closed-loop recycling: A recycled aluminum can can return to store shelves in as little as 60 days
- High recycling value: Aluminum cans have the highest recycling value of any packaging material, with a global average recycling rate of approximately 69%, reaching as high as 98% in Brazil and 96% in Germany
3.2 Excellent Product Protection Capabilities
- Perfect barrier properties: Completely light-proof, air-proof, and water-proof, effectively protecting contents from damage by ultraviolet rays, oxygen, and moisture
- Extended shelf life: Longer product shelf life than plastic bottles and glass bottles, better preserving the original flavor of beverages
- Superior pressure resistance: Can withstand the internal pressure generated by carbonated beverages, preventing can deformation or rupture
3.3 Ultimate Convenience
- Ultra-lightweight: An empty 330ml aluminum can weighs only about 10.65 grams, more than 90% lighter than an equivalent glass bottle
- Easy to open: No can opener required—just pull and open, extremely convenient to use
- Durable and robust: Strong impact resistance, not easily broken, safe and reliable for transportation and carrying
- Rapid cooling: Aluminum has excellent thermal conductivity, allowing beverages to cool quickly for a better drinking experience
3.4 Efficient Production and Logistics
- High-speed production: Modern production lines can produce over 2,000 aluminum cans per minute
- Reduced transportation costs: Lightweight design significantly reduces transportation weight and volume, lowering carbon emissions
- Good stackability: Cylindrical design facilitates stacking and storage, improving space utilization
3.5 Excellent Brand Display Effect
- High-quality printing: Smooth and flat surface enables high-resolution color printing, perfectly presenting brand images
- Various surface treatments: Available in gloss, matte, metallic texture and other surface effects
- 360-degree full-width printing: The entire can body can be used for brand promotion, maximizing marketing space
3.6 Safety and Hygiene
- Good chemical stability: Internal coating effectively isolates contents from metal, ensuring food safety
- Sterile production: The entire manufacturing process takes place in a highly clean environment, eliminating the need for preservatives
- Less likely to be ingested by animals: Unlike plastic bottles, aluminum cans are hard and not easily bitten, making them safer for wildlife
4. Wide Application Fields of Professional Aluminum Cans
4.1 Beverage Industry (Primary Application)
- Carbonated drinks: Cola, Sprite and other sodas are the largest application area for aluminum cans
- Beer: Aluminum cans effectively block light, preventing “skunky” beer and maintaining fresh taste
- Energy drinks: High-energy drinks are usually packaged in aluminum cans for portability and quick consumption
- Juices and tea beverages: An increasing number of non-carbonated beverages are adopting aluminum can packaging
- Drinking water: An emerging packaging option for premium mineral water and functional water beverages
4.2 Food Industry
- Ready-to-eat foods: Soups, beans, meats and other canned foods
- Pet food: Ideal packaging for wet and semi-moist pet foods
- Condiments: Ketchup, mustard and other sauces
4.3 Other Industrial Fields
- Aerosol products: Insecticides, air fresheners, hair sprays, etc.
- Chemical products: Paints, coatings, lubricants, etc.
- Pharmaceutical packaging: Certain medicines requiring light protection and sealing
5. Future Development Trends of Aluminum Can Technology
5.1 Continued Lightweighting
The industry is continuously striving to reduce the material usage of aluminum cans. Over the past 50 years, the weight of a single aluminum can has been reduced by approximately 30%. In the future, with the application of new materials and processes, aluminum cans will become even lighter and thinner while maintaining sufficient strength.
5.2 Upgraded Environmental Coating Technology
To address consumer concerns about Bisphenol A (BPA), the industry is vigorously developing BPA-free environmentally friendly internal coating technologies, such as polyester-based and acrylic-based coatings, ensuring food safety while being more eco-friendly.
5.3 Smart Packaging Innovations
- QR code and NFC technology: Integrating QR codes or NFC chips on can bodies to enable product traceability, anti-counterfeiting, and interactive marketing
- Temperature-sensitive labels: Indicating the optimal drinking temperature of beverages
- Resealable ends: Developing more convenient resealable aluminum can ends to meet consumer demand for multiple servings
5.4 Deepening Circular Economy Model
The global aluminum industry is accelerating its transformation to a circular economy, aiming to increase the global average aluminum can recycling rate to over 90% by 2030. An increasing number of aluminum cans will be manufactured using recycled aluminum, further reducing carbon footprints.
6. Conclusion
Professional aluminum cans, as masterpieces of modern packaging engineering, perfectly combine functionality, convenience, and environmental friendliness. From a thin sheet of aluminum alloy to an exquisite beverage can, behind it lies countless innovations in materials science, mechanical engineering, and manufacturing processes.
In today’s world where sustainable development is increasingly valued, aluminum cans are becoming the green benchmark of the packaging industry with their unique advantage of 100% infinite recyclability. In the future, with continuous technological advancements, aluminum cans will continue to play an irreplaceable role in protecting products, facilitating life, and preserving the environment.